





Makina sa Pagmarka sa PUL14 CNC U Channel ug Flat Bar Punching Shearing




| Pagtrabaho materyalgilapdon | 80x43x5~140x60x8mm(U Channel) |
| 40x3-80x8mm(Patag nga bar) | |
| Materyaltipo | Q235 |
| Nominal nga kusog sa pagsuntok | 950KN |
| Pinakataas nga diametro sa pagsuntokr | φ26mm(Linginlungag) |
| φ22x60mm(Ovallungag) | |
| Gidaghanon sa pagsuntokmga posisyon | 3 |
| Pagmarka sa nominal nga puwersa | 630KN |
| Gidaghanon sapagmarkamga grupo | 4 |
| Gidaghanon sapagmarkamatag grupo | 10 |
| Karaktergidak-on | 14x10x19mm |
| Nominal nga kusog sa paggunting | 750KN(strip nga asero) |
| 1000KN(Kanal-asero) | |
| Putlonpaagi | Usa rapaggunting sa sulab |
| Kinatas-anhilaw nga materyalesgitas-onth | 9m |
| Pinakataas nga nahumanmateryalgitas-on | 3m |
| Katukma sa pagmachine | Makatuman sa mga kinahanglanon sa GB / T 2694-2010 |
| Mode sa pagpabugnaw | pagpabugnaw sa tubig |
| Kinatibuk-ang gahum sa kagamitan | 33KW |
| Mga sukod sa makina | 27x9x2.2m |
| Timbang nga putot | Mga 14tonelada |
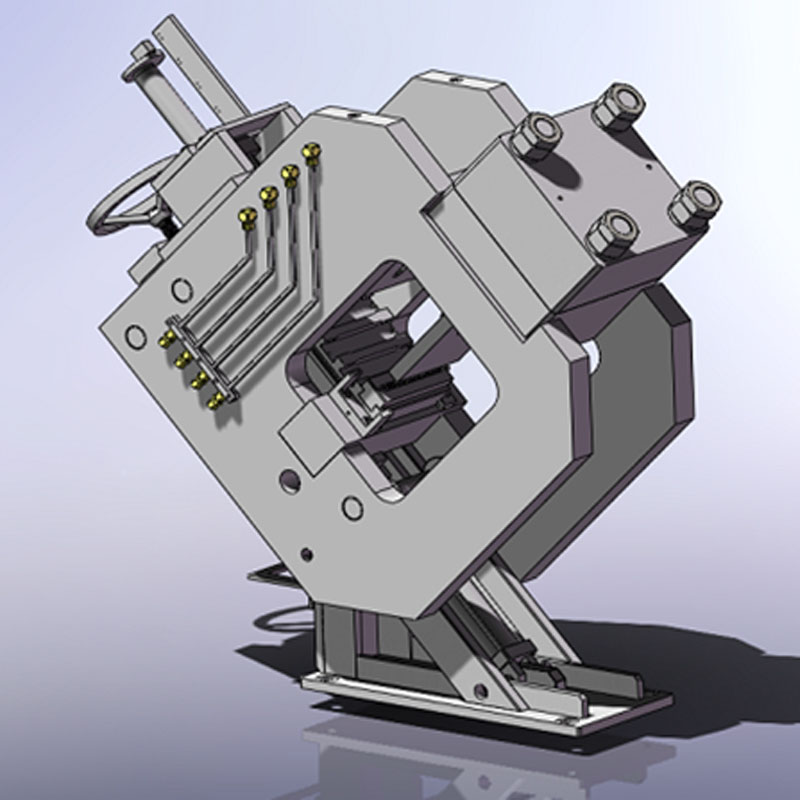
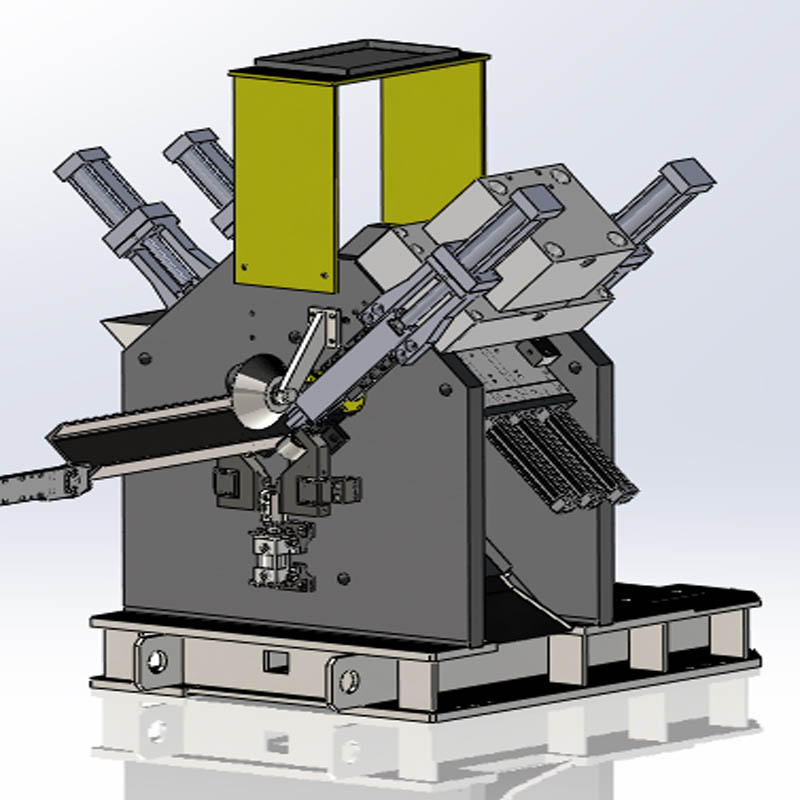
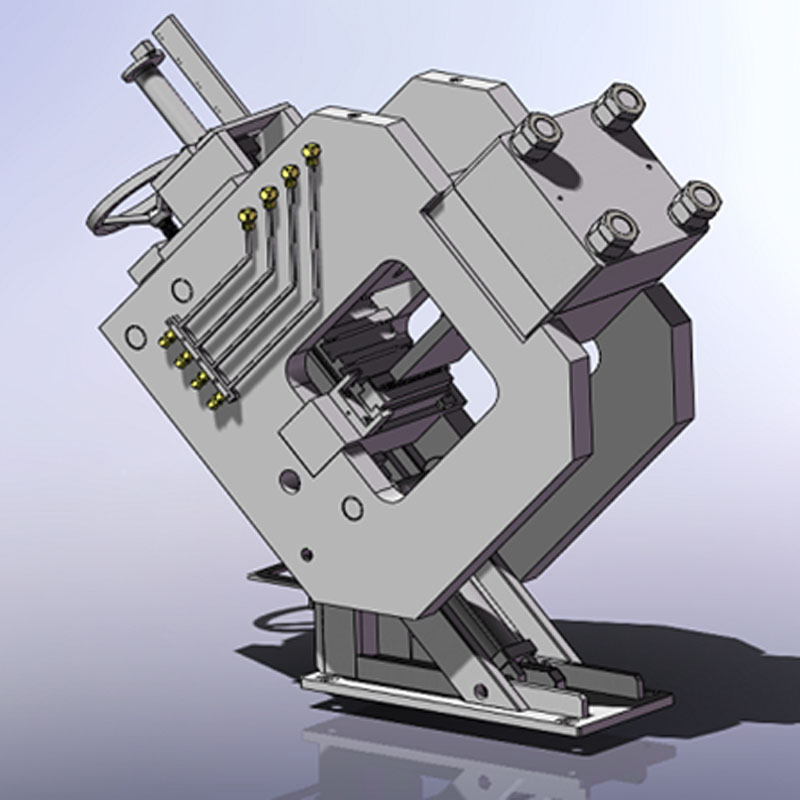
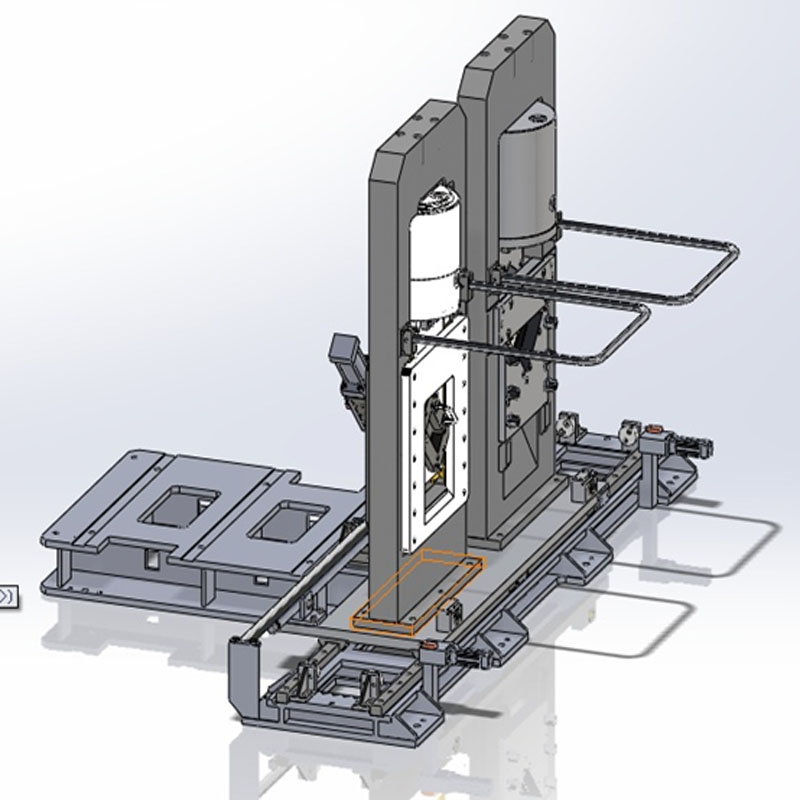
1. Ang pangunang makina gilangkoban sa marking unit, punching unit ug shearing unit
① Ang marking unit naggamit ug sirado nga lawas. Uban sa upat ka mabalhin nga karakter sa cassette, ang matag cassette maka-accommodate ug 10 ka karakter; Ang materyal nga asero sa channel mahimo ra nga markahan sa web.
② Ang punching unit adunay sirado nga lawas, nga makahimo og tulo ka buho nga lain-laing diametro (lingin nga buho ug oval nga buho) sa materyal.
③ Ang shearing unit gilangkoban sa duha ka shearing device: flat bar shearing ug channel shearing. Gigamit ang single blade cutting mechanism aron masiguro ang hapsay nga cutting section, sayon nga pag-adjust sa cutting gap ug pagdaginot sa materyal.
2. Ang materyal gi-clamp gamit ang pneumatic clamp ug dali nga naglihok para sa pagposisyon. Ang materyal gipadagan sa servo motor ug gipadagan sa gear rack, nga adunay taas nga katukma sa pagposisyon.
3. Ang cross transverse conveyor gilangkoban sa upat ka kadena nga adunay mga shifting block ug frame body, ug ang kadena gipadagan sa motor agi sa reducer.
4. Ang output conveyor gilangkoban sa conveyor ug silindro. Human makagawas ang nahuman nga materyal gikan sa pangunang bahin sa makina, kini gipatuyok ug gipadala pagawas sa linya sa produksiyon.
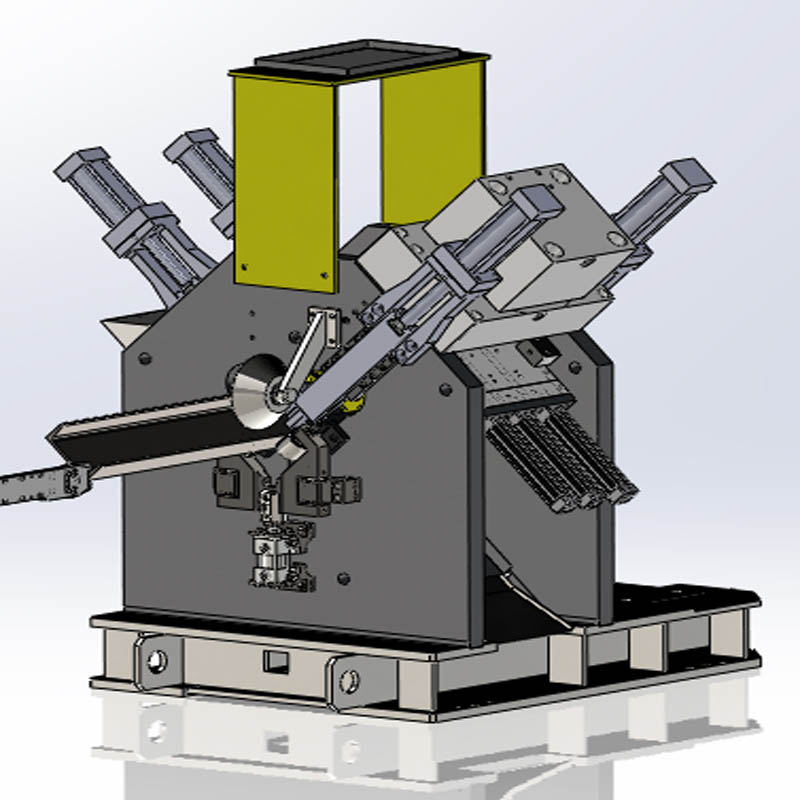
5. Ang makina adunay tulo ka CNC axes: ang paglihok ug pagposisyon sa feeding trolley ug ang pataas ug paubos nga paglihok ug pagposisyon sa mga punching tool.
6. Sayon ra ang pagprograma sa kompyuter, ug makapakita sa mga graphic sa materyal ug sa gidak-on sa koordinasyon sa posisyon sa lungag, nga sayon alang sa inspeksyon. Gisagop ang ibabaw nga pagdumala sa kompyuter, nga labi nga nagpadali sa pagtipig ug pagtawag sa programa; Pagpakita sa graphic; Pagdayagnos sa sayup ug hilit nga komunikasyon.
7. Pamaagi sa pagpabugnaw sa hydraulic power pack: pagpabugnaw sa tubig o pagpabugnaw sa hangin (opsyonal).
| NO | Ngalan | Brand | Nasod |
| 1 | Motor nga servo sa AC | Delta/Schneider | Taiwan, Tsina / Pransiya |
| 2 | PLC | Yokogawa/ Schneider | Hapon / Pransiya |
| 3 | Modulo sa pag-input | Yokogawa/ Schneider | Hapon / Pransiya |
| 4 | modyul sa paggawas | Yokogawa/ Schneider | Hapon / Pransiya |
| 5 | Modulo sa pagposisyon | Yokogawa/ Schneider | Hapon / Pransiya |
| 6 | Kontaktor | Siemens | Alemanya |
| 7 | Switch sa motor | Siemens | Alemanya |
| 8 | Kadina nga nagsuporta | Kable | Alemanya |
| 9 | Balbula sa pagdiskarga nga elektromagnetiko | ATOS | Italya |
| 10 | Balbula sa paghupay | ATOS | Italya |
| 11 | Balbula nga direksyon nga elektro-hidroliko | JUSTMARK | Taiwan, Tsina |
| 12 | Drag Plate | AirTAC | Taiwan, Tsina |
| 13 | Balbula sa hangin | AirTAC | Taiwan, Tsina |
| 14 | Silindro | SMC | Hapon |
| 15 | Duplex | SMC | Hapon |
Mubo nga sulat: Ang naa sa ibabaw mao ang among standard nga supplier. Mahimo kini nga pulihan sa parehas nga kalidad nga mga sangkap sa ubang brand kung ang supplier sa naa sa ibabaw dili makasuplay sa mga sangkap kung adunay espesyal nga butang.



Mubo nga Profile sa Kompanya  Impormasyon sa Pabrika
Impormasyon sa Pabrika  Tinuig nga Kapasidad sa Produksyon
Tinuig nga Kapasidad sa Produksyon  Abilidad sa Pagnegosyo
Abilidad sa Pagnegosyo 

