




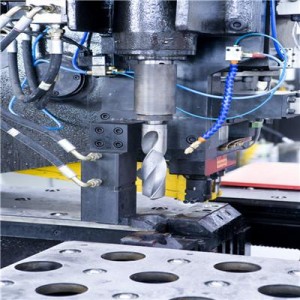
PPHD153 CNC Hydraulic Press Plate Drilling ug Punching Machine




| DILI. | Ngalan sa butang | mga parametro | ||
| 1 | Kapasidad sa pagsuntok | 1500KN | ||
| 2 | Pinakataas nga gidak-on sa plato | 1500×775mm | ||
| 3 | Sakup sa gibag-on sa plato | 5~25mm | ||
| 4 | Estasyon | Gidaghanon sa mga punching ug typing dies | 3 | |
| 5 | Kapasidad sa pagproseso | Pinakataas nga diametro sa suntok | φ30mm | |
| Para sa Q345 nga asero, σ B ≤ 610mpa, φ 30 × 25mm (diametro × gibag-on sa plato) Para sa Q420 nga asero, σ B ≤ 680mpa, φ 26 × 25mm (diametro × gibag-on sa plato) | ||||
| 6 | Abilidad sa pagmarka | Abilidad sa pagmarka | 800KN | |
| 7 | Gidak-on sa mga karakter | 14×10mm | ||
| 8 | Gidaghanon sa mga karakter sa usa ka grupo | 10 | ||
| 9 | Minimum nga margin sa lungag | 25mm | ||
| 10 | Gidaghanon sa mga clamp | 2 | ||
| 11 | Presyon sa sistema | Taas nga presyon | 24Mpa | |
| Ubos nga presyur | 6Mpa | |||
| 12 | Presyon sa hangin | 0.5Mpa | ||
| 13 | Gahum sa motor sa hydraulic pump | 22KW | ||
| 14 | Gidaghanon sa mga NC axes | 2 | ||
| 15 | X. Katulin sa Y-axis | 18m/min | ||
| 16 | Gahum sa X-axis servo motor | 2KW | ||
| 17 | Gahum sa servo motor nga Y-axis | 2KW | ||
| 18 | Mode sa pagpabugnaw | pagpabugnaw sa tubig | ||
| 19 | Kinatibuk-ang gahum | 26KW | ||
| 20 | Mga sukod sa makina (L x W x H) | 3650×2700×2350mm | ||
| 21 | Timbang sa makina | 9500Kg | ||
1. Ang PPHD53 CNC hydraulic punching machine adunay kusog sa pagsuntok hangtod sa 1500KN. Kini adunay tulo ka posisyon sa die ug mahimong i-install uban ang tulo ka set sa punching dies, o duha lang ka set sa punching dies ug usa ka character box. Sayon ilisan ang die ug klaro ang pagka-imprinta.
2. Gisangkapan og CNC drilling power head, nga naggamit og espesyal nga spindle frequency conversion motor nga kusog nga overload type, ug ang motor ang mopadagan sa drilling spindle aron motuyok agi sa synchronous belt. Ang servo motor ang mopadagan sa CNC drilling power head, ug ang fast forward, work advance ug fast reverse sa drill gikontrol sa CNC system ug awtomatikong nahuman.
3. Ang makina adunay duha ka CNC axes: ang X axis mao ang wala ug tuo nga paglihok sa clamp, ang Y axis mao ang atubangan ug likod nga paglihok sa clamp, ug ang taas nga rigid CNC worktable nagsiguro sa kasaligan ug katukma sa pagpakaon.

4. Ang X ug Y axes parehong naggamit ug precision linear guides, nga adunay dakong karga, taas nga precision, taas nga service life sa mga guides, ug makapadayon sa taas nga precision sa makina sa dugay nga panahon.
5. Gamita ang kombinasyon sa sentralisadong lubrication ug distributed lubrication aron lubrikan ang makina, aron ang makina kanunay nga anaa sa maayong kondisyon sa pagtrabaho.
6. Ang plato gikuptan sa duha ka gamhanang hydraulic clamp ug dali nga naglihok alang sa pagposisyon.


7. Ang sistema sa pagkontrol naggamit sa pinakabag-o nga sistema sa CNC sa Siemens nga SINUMERIK 808D o Yokogawa PLC, nga adunay taas nga kasaligan, sayon nga pagdayagnos ug sayon nga operasyon.
8. Ang plato giproseso ug gipahimutang dayon, dali gamiton, gamay ra ang gidak-on, ug taas ang episyente sa produksiyon.
| DILI. | Ngalan | Brand | Nasod |
| 1 | Motor nga servo sa AC | Delta | Taiwan, Tsina |
| 2 | PLC | Delta | |
| 3 | Balbula sa pagdiskarga nga elektromagnetiko | ATOS/YUKEN | Italya / Taiwan, Tsina |
| 4 | Balbula sa paghupay | ATOS/YUKEN | |
| 5 | Balbula nga elektromagnetiko ang direksyon | JUSTMARK | Taiwan, Tsina |
| 6 | Plato sa panagtagbo | SMC/CKD | Hapon
|
| 7 | Balbula sa hangin | SMC/CKD | |
| 8 | Silindro | SMC/CKD | |
| 9 | Duplex | AirTAC | Taiwan, Tsina |
| 10 | Kompyuter | Lenovo | Tsina |
| DILI. | Ngalan | Brand | Nasod |
| 1 | Motor nga servo sa AC | Delta | Taiwan, Tsina
|
| 2 | PLC | Delta | |
| 3 | Balbula sa pagdiskarga nga elektromagnetiko | ATOS/YUKEN | Italya / Taiwan, Tsina
|
| 4 | Balbula sa paghupay | ATOS/YUKEN | |
| 5 | Balbula nga elektromagnetiko ang direksyon | JUSTMARK | Taiwan, Tsina |
| 6 | Plato sa panagtagbo | SMC/CKD | Hapon
|
| 7 | Balbula sa hangin | SMC/CKD | |
| 8 | Silindro | SMC/CKD | |
| 9 | Duplex | AirTAC | Taiwan, Tsina |
| 10 | Kompyuter | Lenovo | Tsina |
Mubo nga sulat: Ang naa sa ibabaw mao ang among pirmi nga supplier. Mahimo kini nga pulihan sa parehas nga kalidad nga mga sangkap sa ubang brand kung ang supplier sa naa sa ibabaw dili makasuplay sa mga sangkap kung adunay espesyal nga butang.

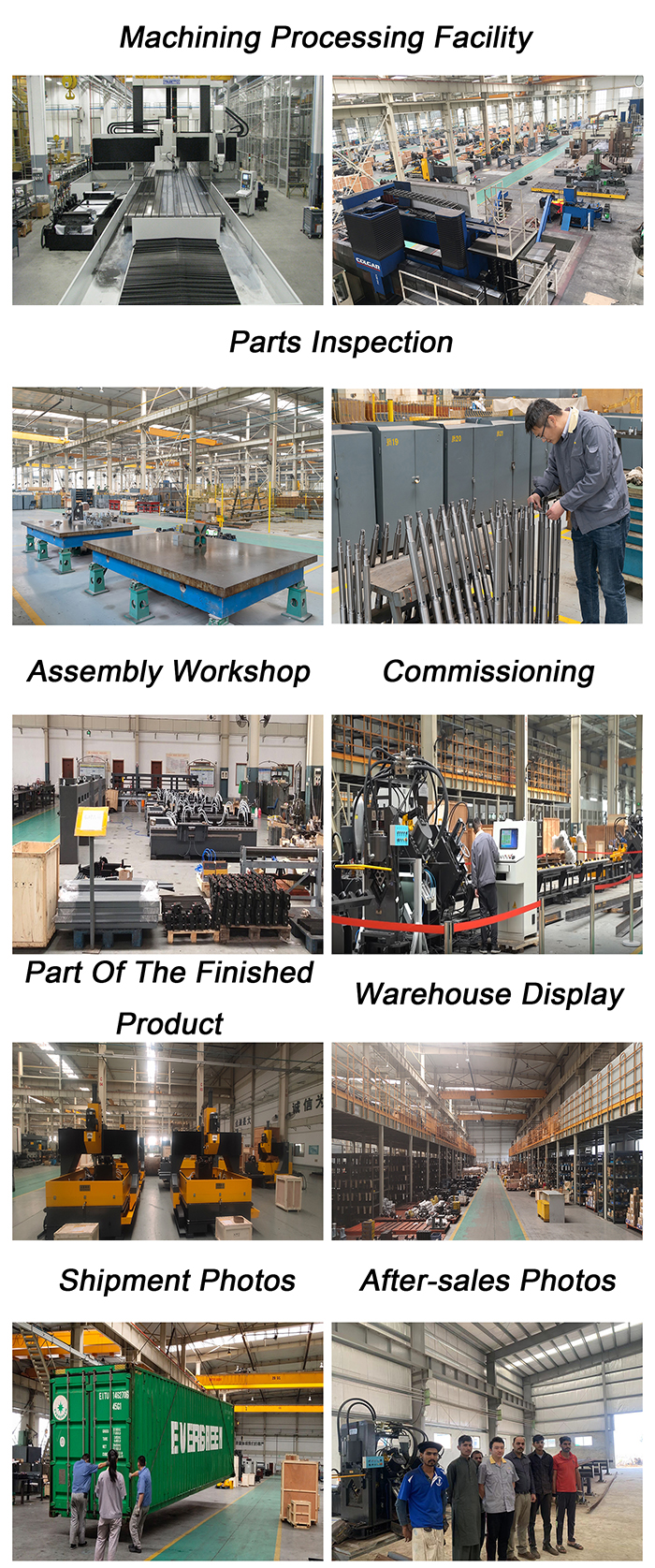


Ang among kompanya naghimo og mga makinang CNC para sa pagproseso sa lain-laing materyales sa mga steel profile, sama sa Angle bar profiles, H beams/U channels ug steel plates.
| Tipo sa Negosyo | Tiggama, Kompanya sa Pamatigayon | Nasod / Rehiyon | Shandong, China |
| Pangunang mga Produkto | Pagpanag-iya | Pribadong Tag-iya | |
| Kinatibuk-ang mga Empleyado | 201 – 300 ka mga Tawo | Kinatibuk-ang Tinuig nga Kita | Kompidensyal |
| Tuig nga Natukod | 1998 | Mga Sertipikasyon(2) | |
| Mga Sertipikasyon sa Produkto | - | Mga Patente(4) | |
| Mga Trademark(1) | Mga Pangunang Merkado |
|
| Gidak-on sa Pabrika | 50,000-100,000 metro kwadrado |
| Nasod/Rehiyon sa Pabrika | No.2222, Century Avenue, High-tech Development Zone, Jinan City, Shandong Province, China |
| Gidaghanon sa mga Linya sa Produksyon | 7 |
| Kontrata sa Paggama | Gitanyag ang Serbisyo sa OEM, Gitanyag ang Serbisyo sa Disenyo, Gitanyag ang Label sa Mamalit |
| Tinuig nga Bili sa Output | US$10 Milyon – US$50 Milyon |
| Ngalan sa Produkto | Kapasidad sa Linya sa Produksyon | Aktwal nga mga Yunit nga Naprodyus (Miaging Tuig) |
| Linya sa Anggulo sa CNC | 400 ka Set/Tuig | 400 ka Sets |
| Makina sa Paggabas sa Pag-drilling sa Beam sa CNC | 270 ka Set/Tuig | 270 ka Sets |
| Makina sa Pag-drill sa Plato nga CNC | 350 ka Set/Tuig | 350 ka Sets |
| Makina sa Pagbusina sa Plato nga CNC | 350 ka Set/Tuig | 350 ka Sets |
| Pinulongan nga Gigamit | Ingles |
| Gidaghanon sa mga Empleyado sa Departamento sa Pamatigayon | 6-10 ka Tawo |
| Kasagaran nga Oras sa Pagpanguna | 90 |
| Rehistrasyon sa Lisensya sa Pag-eksport NUMERO | 04640822 |
| Kinatibuk-ang Tinuig nga Kita | kompidensyal |
| Kinatibuk-ang Kita sa Eksport | kompidensyal |
Mga kategorya sa produkto
-

PH1610A CNC High Speed Drilling Machine sa Shee...
-

PP153 CNC Hydraulic Press Plate Punching Machine
-

Makina sa Pagbusina ug Pag-drilling nga CNC Hudraulic
-

PPHD123 CNC Hydraulic Press Plate Punching ug ...
-

PP103B CNC Steel Construction Plate Hydraulic P...
-

PP123 Awtomatikong CNC Hydraulic Punching Machine ...