







PP1213A PP1009S CNC Hydraulic High speed Punching Machine para sa Truck Beam




| DILI. | Butang | Parametro | ||
| PP1213A | PP1009S | |||
| 1 | Kusog sa Pagsumbag | 1200KN | 1000KN | |
| 2 | Kinatas-anplatogidak-on | 800×3500 800×7000mm(Sekondaryang pagposisyon) | ||
| 3 | Platogilapdon sa gibag-on | 4~12mm | 4~12mm | |
| 4 | Estasyon sa Punch | Numero sa modyul | 13mm | 9mm(ibabaw 5, ubos 4) |
| Pinakataas nga diametro sa suntok | φ60 | φ50 | ||
| 5 | Gidak-on sa suntok(mm) | φ9,φ11,φ13,φ15,φ17,φ21,φ22,φ30,φ34,φ36,φ45,φ50,φ60 (Usa ka set sa die nga may gibag-on nga plato nga 8mm) | φ9,φ11,φ13,φ15,φ17,φ21,φ25,φ30,φ35 (lakip ang usa ka set sa die nga adunay gibag-on sa plato nga 8mm) | |
| 6 | Gidaghanon sa mga suntokkada minuto | 〉42 | <42 | |
| 7 | Likod nga panidgilapdon | <2mm | <25 | |
| 8 | Gidaghanon sa mga clamp | 3 | ||
| 9 | Presyon sa sistema | Htaas nga presyon | 24MPa | |
| Lubos nga presyur | 6MPa | |||
| 10 | Apresyon sa ir | 0.5MPa | ||
| 11 | Gahum sa motor sa hydraulic pump | 22kW | ||
| 12 | Gahum sa X-axis servo motor | 5kW | ||
| 13 | Gahum sa servo motor nga Y-axis | 5kW | ||
| 14 | Kinatibuk-ang kapasidad | 55kVA | ||

1. Ang higdaanan sa makina sa mga makinang bug-at og karga naggamit og taas nga kalidad nga istruktura sa pagwelding sa steel plate. Human sa pagwelding, ang nawong gipintalan aron mapaayo ang kalidad sa nawong ug ang abilidad sa pagbatok sa taya sa steel plate. Ang mga bahin sa pagwelding sa higdaanan sa lathe gipainit aron mawagtang ang stress sa pagwelding sa labing taas nga sukod.

2. Ang makina adunay duha ka CNC axes: ang x-axis mao ang wala ug tuo nga paglihok sa clamp, ang Y-axis mao ang atubangan ug likod nga paglihok sa clamp, ug ang taas nga rigidity CNC workbench nagsiguro sa kasaligan ug katukma sa pagpakaon.
3. Ang X. Y drive shaft naggamit ug precision ball screw aron masiguro ang katukma sa transmission.
4. Ang X ug Y axes naggamit ug precision linear guide rail, nga adunay dakong karga, taas nga precision, taas nga service life sa guide rail, ug makapadayon sa taas nga precision sa makina sa dugay nga panahon.
5. Ang x-axis ug y-axis drive motors gipadagan sa German AC servo motors. Ang Y-axis naghatag og semi-closed loop position feedback.
6. Ang makina gilubrikan pinaagi sa kombinasyon sa sentralisadong lubrication ug desentralisadong lubrication, aron ang makina anaa sa maayong kondisyon sa pagtrabaho matag higayon.
7. Ang CNC Worktable nga hinimo sa naglihok nga materyal nga direktang gitaod sa pundasyon, ug ang worktable nasangkapan sa usa ka universal conveying ball, nga adunay mga bentaha sa gamay nga resistensya, ubos nga kasaba ug dali nga pagmentinar.
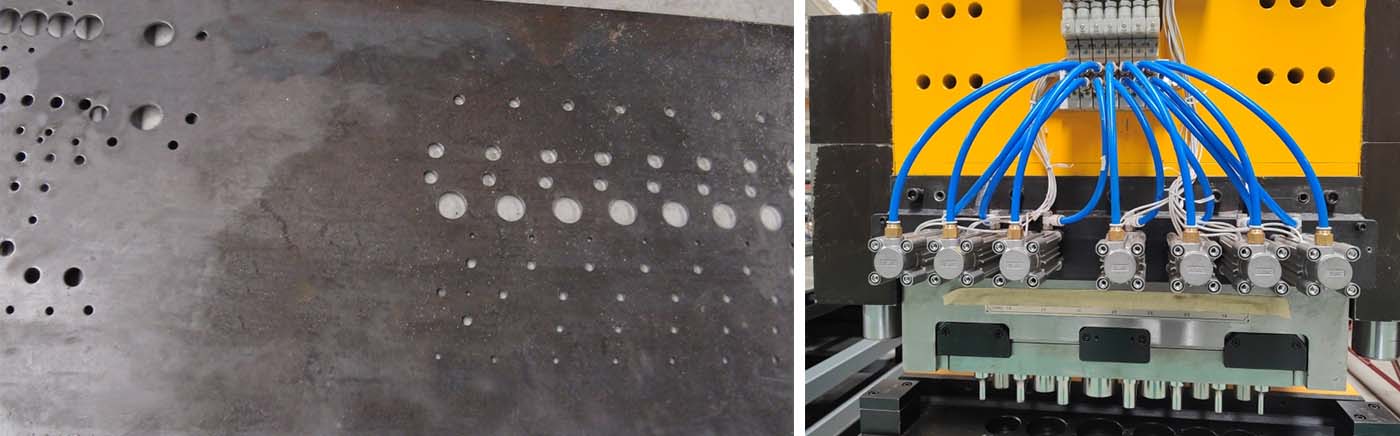
8. Ang posisyon sa punching die sa makina nagsagop sa double row linear arrangement, ug ang maximum punching diameter kay 50mm. Ang piston sa hydraulic cylinder nagduso sa slide block nga gigiyahan sa duha ka linear rolling guides aron molihok pataas ug paubos, nga nagsiguro sa tukma nga paglinya sa die ug sa punch, ug adunay taas nga kinabuhi sa serbisyo. Ang pagpili sa posisyon sa punching die nagsagop sa paagi sa pagduso ug pagbira sa cylinder cushion block, nga adunay mga bentaha sa paspas nga pag-ilis sa die, taas nga kasaligan ug sayon nga pagmentinar.
9. Ang materyal gi-clamp sa tulo ka gamhanang hydraulic clamp, nga dali nga makalihok ug makapahimutang. Ang clamp makalutaw pataas ug paubos uban sa pag-usab-usab sa materyal. Ang distansya tali sa mga clamp mahimong i-adjust sumala sa gitas-on sa ngilit sa clamping sa materyal.

10. Kini adunay mga bentaha sa mubo nga oras sa pagproseso, dali nga pagpahimutang, yano nga operasyon, gamay nga espasyo sa salog ug taas nga kahusayan sa produksiyon.
11. Ang interface sa kompyuter anaa sa Iningles, nga dali ra masabtan sa mga operator.
| NO | Ngalan | Brand | Nasod |
| 1 | CNCsistema | Siemens 808D | Alemanya |
| 2 | Servo motor ugSdrayber sa ervo | Siemens / Panasonic | Alemanya/Hapon |
| 3 | Giya sa paglihok nga linear | HIWIN/PMI | Taiwan, Hapon |
| 4 | Tornilyo sa bola | I+F/NEEF | Alemanya |
| 5 | Silindro | SMC/FESTO | Hapon / Alemanya |
| 6 | Solidong estado nga relay | Weidmuller | Alemanya |
| 7 | Kadena sa pagguyod | Igus/CPS | Alemanya/Habagatang Korea |
| 8 | Doble nga bomba sa vane | Denison/Albert | Estados Unidos |
| 9 | Balbula nga haydroliko | ATOS | Italya |
| 10 | Pabugnaw sa lana | Tongfei/Laber | Tsina |
| 11 | Aparato sa pagpadulas sa lana | Herg | Hapon |
| 12 | Mga sangkap sa kuryente nga ubos og boltahe | Schneider | Pransiya |
Mubo nga sulat: Ang naa sa ibabaw mao ang among standard nga supplier. Mahimo kini nga pulihan sa parehas nga kalidad nga mga sangkap sa ubang brand kung ang supplier sa naa sa ibabaw dili makasuplay sa mga sangkap kung adunay espesyal nga butang.



Mubo nga Profile sa Kompanya  Impormasyon sa Pabrika
Impormasyon sa Pabrika  Tinuig nga Kapasidad sa Produksyon
Tinuig nga Kapasidad sa Produksyon  Abilidad sa Pagnegosyo
Abilidad sa Pagnegosyo 
Mga kategorya sa produkto
-

Makina sa Beveling nga CNC para sa H-beam
-

BHD1207C/3 FINCM Daghang Spindle CNC Drilling ...
-

PHD3016&PHD4030 CNC High-speed Drilling Ma...
-

APM0605 Makina sa Paggunting sa Asero nga may Angle Punching sa CNC
-

BHD Series CNC High-Speed Drilling Machine para sa ...
-

PPHD153 Cnc Hydraulic Press Plate Drilling ug ...