







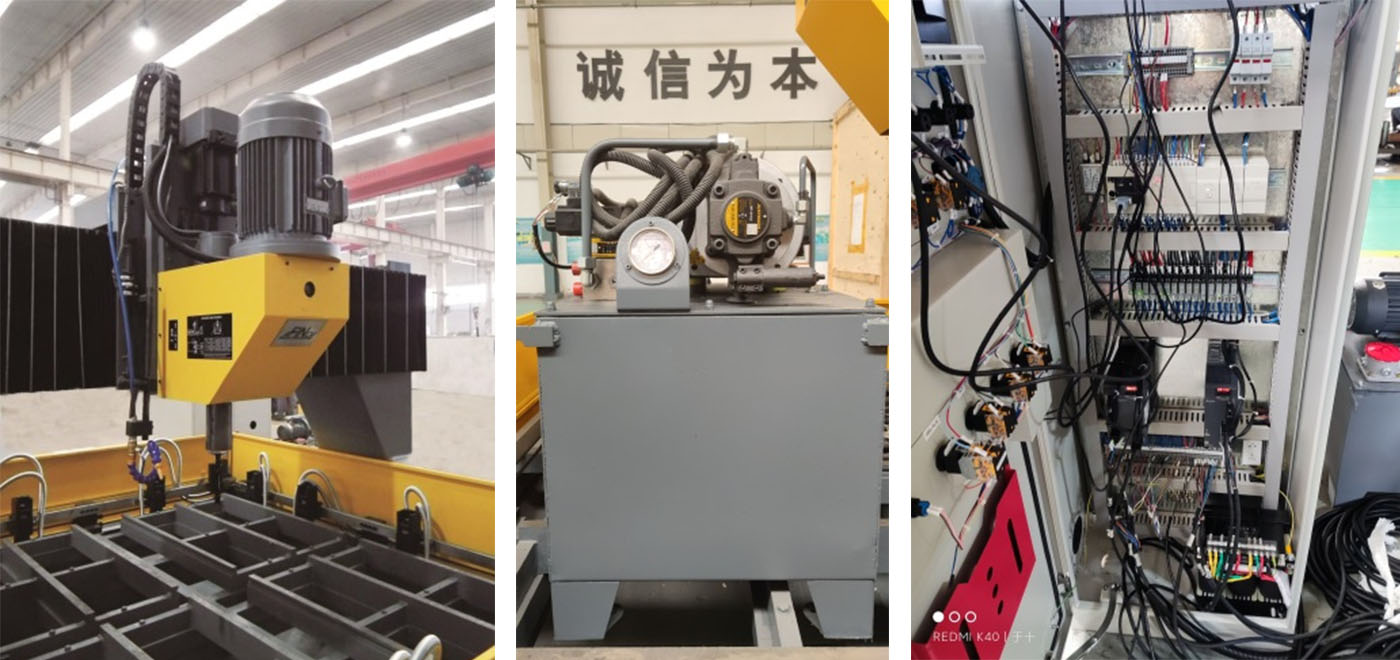
PLD7030-2 Gantry Mobile CNC Plate Drilling Machine




| Kinatas-anplatogidak-on | Gitas-on x gilapdon | 7000x3000mm |
| Tkabangis | 200mm | |
| Lamesa sa trabaho | Gidak-on sa T-groove | 22mm |
| Ulo sa gahum sa pag-drill | Gidaghanon | 2 |
| Pagbarinalungaggilapdon sa diyametro | Φ12-Φ50mm | |
| RPM(mabag-o nga frequency) | 120-560r/min | |
| Morse taper sa spindle | Numero 4 | |
| Gahum sa spindle motor | 2X7.5kW | |
| Paglihok sa gantry longhitudinal (x-axis) | X-axis nga stroke | 10000mm |
| Katulin sa paglihok sa X-axis | 0-8m/min | |
| Gahum sa X-axis servo motor | 2x2.0kW | |
| Paglihok sa kilid sa power head (Y-axis) | Pagbiyahe nga Y-axis | 3000mm |
| Katulin sa paglihok sa Y-axis | 0-8m/min | |
| Gahum sa servo motor nga Y-axis | 2X1.5kW | |
| Paglihok sa power head feed (Z nga ehe) | Z-axis nga stroke | 350mm |
| Rate sa pagpakaon sa Z-axis | 0-4000mm/min | |
| Gahum sa servo motor nga Z-axis | 2X1.5kW | |
| Chip conveyor ug pagpabugnaw | Gahum sa motor sa chip conveyor | 0.75kW |
| Gahum sa motor sa bomba sa pagpabugnaw | 0.45kW | |
| Esistema sa kuryente | Sistema sa pagkontrol | PLC+ ibabaw nga kompyuter |
| Gidaghanon sa mga CNC axes | 4 |
1. Ang koordinado nga posisyon sa lungag mahimong dali nga ma-posisyon sa gikusgon nga 8m/min, ug ang oras sa pag-auxiliary medyo mubo ra.
2. Ang makina adunay servo feed sliding table type drilling power head. Ang spindle motor sa drilling power head naggamit ug stepless variable frequency speed regulation, ug ang feed speed naggamit ug servo stepless speed regulation, nga sayon gamiton.
3. Human ma-set ang drilling feed stroke, kini adunay awtomatikong function sa pagkontrol.
4. Ang taper hole sa spindle kay Morse No.4 ug adunay Morse no.4/3 reducing sleeve, nga magamit sa pag-instalar og mga drill bit nga lain-laing diametro.
5. Gisagop ang gantry mobile structure, ang makina naglangkob sa gamay nga lugar ug ang layout sa istruktura makatarunganon.
6. Ang paglihok sa X-axis sa gantry gigiyahan sa duha ka taas nga kapasidad sa pagdala sa linear rolling guide pairs, nga flexible.
7. Ang paglihok sa Y-axis sa power head sliding seat gigiyahan sa duha ka linear rolling guide pairs, ug gipadagan sa AC servo motor ug precision ball screw pair, nga nagsiguro sa taas nga katukma sa posisyon sa pag-drill.
9. Ang makina adunay spring center tool setting device, nga dali nga makatino sa posisyon sa flange.
10. Kini adunay chip remover ug coolant tank. Usa ka cooling pump ang mopalibot sa coolant para sa spindle drilling aron mapaayo ang performance sa drilling ug ang kinabuhi sa drill.

11. Ang programa sa pagkontrol naggamit ug PLC ug adunay kompyuter sa ibabaw aron mapadali ang pagtipig ug pag-input sa programa sa pagproseso sa plato, ug ang operasyon yano ra. Ang plataporma sa software kay window system, nga adunay mahigalaon nga interface sa operasyon, klaro ug epektibo nga pagdumala sa kahinguhaan, ug gamhanan nga function sa programming; ang gidak-on sa plato mahimong i-input pinaagi sa keyboard nga mano-mano o i-input pinaagi sa U-disk interface.
| DILI. | Ngalan | Brand | Nasod |
| 1 | Linear guide rail | HIWIN/CSK | Taiwan, Tsina |
| 2 | PLC | Mitsubishi | Hapon |
| 3 | Servo motor ug drayber | Mitsubishi | Hapon |
| 4 | Kadena sa pagguyod | JFLO | Tsina |
| 5 | Buton, suga sa timailhan | Schneider | Pransiya |
| 6 | Tornilyo sa bola | PMI | Taiwan, Tsina |
Mubo nga sulat: Ang naa sa ibabaw mao ang among standard nga supplier. Mahimo kini nga pulihan sa parehas nga kalidad nga mga sangkap sa ubang brand kung ang supplier sa naa sa ibabaw dili makasuplay sa mga sangkap kung adunay espesyal nga butang.



Mubo nga Profile sa Kompanya  Impormasyon sa Pabrika
Impormasyon sa Pabrika  Tinuig nga Kapasidad sa Produksyon
Tinuig nga Kapasidad sa Produksyon  Abilidad sa Pagnegosyo
Abilidad sa Pagnegosyo 
Mga kategorya sa produkto
-

PHD1616S CNC High-speed Drilling Machine para sa St...
-

Teknikal nga Dokumento sa PDDL2016 nga Tipo sa Intelihenteng...
-

PHD3016&PHD4030 CNC High-speed Drilling Ma...
-

PHD2020C CNC Drilling Machine para sa mga Steel Plate
-

PLD2016 CNC Drilling Machine para sa mga Steel Plate
-

PLD3030A&PLD4030 Gantry Mobile CNC Drillin...