








Makina sa Pagbusina ug Pag-drilling nga CNC Hudraulic




| DILI. | Butang | Parametro | |||||||
| PP(D)103B | PP123 | PPHD123 | PP153 | PPHD153 | |||||
| 1 | Pinakamataas nga kusog sa pagsuntok | 1000KN | 1200KN | 1500KN | |||||
| 2 | Pinakadako nga gidak-on saplato | 775*1500mm | 800*1500mm | 775*1500mm | 800*1500mm | ||||
| 3 | Gibag-on saplato | 5-25mm | |||||||
| 4 | Max. diametro sa pagsuntok | φ25.5mm (16Mn, 20mm nga gibag-on, Q235, 25mm nga gibag-on) | Φ30mm | ||||||
| 5 | Nnumerosa estasyon sa mamatay | 3 | |||||||
| 6 | Min. nga distansya tali sa lungag ug sa ngilit sa plato | 25mm | 30mm | ||||||
| 7 | Max.markakusog sa pag-ing | 800kN | 1000KN | 800KN | 1200KN | ||||
| 8 | Numeroug Dimensyon sa karakter | 10 (14*10mm) | 16(14*10mm) | 10 (14×10mm) | |||||
| 9 | Diametro sa pag-drill (high-speed nga steel twist drill) (Uban sa function sa pag-drill) | φ16 ~ φ50mm(PPD103B) | φ16 ~ φ40mm | φ16 ~ φ40mm | |||||
| 10 | Katulin sa pagtuyok sa drilling spindle (Uban sa drilling function) | 120-560r/min(PPD103B)) | 3000r/min | 120-560r/min | |||||
| 11 | Gahum sa motor sa hydraulic pump | 15KW | 22KW | 15KW | 45KW | ||||
| 12 | Ang gahum sa servo motor sa X ug Y axes (mga wasay) | 2*2kw | |||||||
| 13 | Ang gikompres nga puwersa sa hangin × gidaghanon sa pagdiskarga | 0.5MPa×0.1m3/min | |||||||
| 14 | Kinatibuk-ang dimensyon | 3100*2988*2720mm | 3.6*3.2*2.3m | 3.65*2.7*2.35mm | 3.62*3.72*2.4m | ||||
| 15 | Timbang nga putot | Amga 6500KG | Mga 8200KG | Amga 9500KG | Amga 12000KG | ||||
1. Uban sa tulo ka posisyon sa die, tulo ka set sa die ang mahimong i-install aron mohimo og mga lungag nga may tulo ka lain-laing diametro sa plato o duha lang ka set sa die ug usa ka character box ang mahimong i-install aron mohimo og mga lungag nga may duha ka lain-laing diametro ug magmarka sa mga karakter.
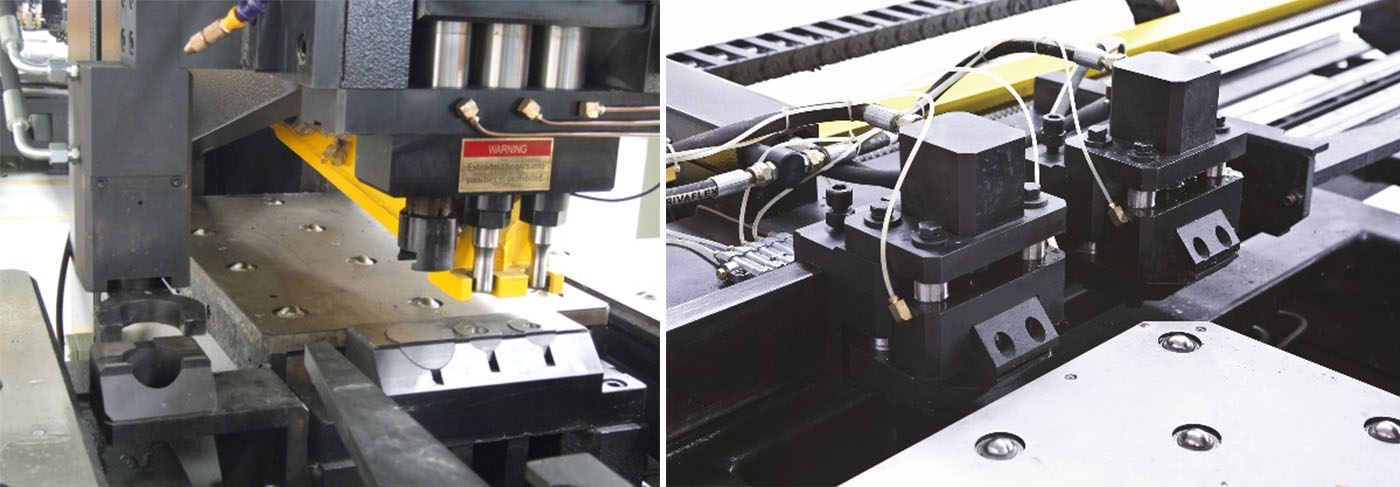
Punching die
Pag-klip sa haydroliko
2. Ang higdaanan sa heavy-type machine tool naggamit ug taas nga kalidad nga steel plate welding structure. Human sa pagwelding, ang nawong gipintalan, aron mouswag ang kalidad sa nawong ug ang abilidad sa steel plate nga kontra-taya.

3. Ang makina adunay duha ka CNC axes: ang x-axis mao ang wala ug tuo nga paglihok sa clamp, ang Y-axis mao ang atubangan ug likod nga paglihok sa clamp, ug ang taas nga gahi nga CNC workbench nagsiguro sa kasaligan ug katukma sa pagpakaon.
4. Ang himan sa makina gilubrikan pinaagi sa kombinasyon sa sentralisadong lubrication ug desentralisadong lubrication, aron ang himan sa makina anaa sa maayong kondisyon sa pagtrabaho sa matag higayon.

5. Ang NC Worktable sa moving plate direktang gitaod sa pundasyon, ug ang worktable nasangkapan sa usa ka universal conveying ball, nga adunay mga bentaha sa gamay nga resistensya, ubos nga kasaba ug dali nga pagmentinar.

6. Ang plato gikuptan sa duha ka gamhanang hydraulic clamp, ug kini dali nga mabalhin ug mapahimutang.
7. Ang kompyuter naggamit ug English interface, nga dali ra masabtan sa mga ordinaryong operator. Sayon ra kini i-program.
| DILI. | Ngalan | Brand | Nasod |
| 1 | Linear guide rail | HIWIN/PMI | Taiwan (Tsina) |
| 2 | Bomba sa lana | Albert | Estados Unidos |
| 3 | Balbula sa elektromagnetiko nga paghupay | Atos | Italya |
| 4 | Balbula sa pagdiskarga nga elektromagnetiko | Atos | Italya |
| 5 | Balbula sa solenoid | Atos | Italya |
| 6 | Usa ka paagi nga balbula sa throttle | Atos | Italya |
| 7 | Balbula sa throttle nga P-port | JUSTMARK | Taiwan (Tsina) |
| 8 | Balbula sa pagsusi sa P port | JUSTMARK | Taiwan (Tsina) |
| 9 | Balbula sa pagsusi sa haydroliko nga kontrol | JUSTMARK | Taiwan (Tsina) |
| 10 | Kadena sa pagguyod | JFLO | Tsina |
| 11 | Balbula sa hangin | CKD/SMC | Hapon |
| 12 | Panagtagbo | CKD/SMC | Hapon |
| 13 | Silindro | CKD/SMC | Hapon |
| 14 | FRL | CKD/SMC | Hapon |
| 15 | Motor nga servo sa AC | Panasonics | Hapon |
| 16 | PLC | Mitsubishi | Hapon |



Mubo nga Profile sa Kompanya  Impormasyon sa Pabrika
Impormasyon sa Pabrika  Tinuig nga Kapasidad sa Produksyon
Tinuig nga Kapasidad sa Produksyon  Abilidad sa Pagnegosyo
Abilidad sa Pagnegosyo 
Mga kategorya sa produkto
-

PPHD123 CNC Hydraulic Press Plate Punching ug ...
-

PP153 CNC Hydraulic Press Plate Punching Machine
-

PH1610A CNC High Speed Drilling Machine sa Shee...
-

PP123 Awtomatikong CNC Hydraulic Punching Machine ...
-

PPHD153 Cnc Hydraulic Press Plate Drilling ug ...
-

PP103B CNC Steel Construction Plate Hydraulic P...